

无锡非标尼龙注塑生产厂家
为了避免类似问题的发生,首先在注塑加工产品设计方案确定之后,要与模具加工企业充分沟通,确保模具生产企业能完全了解注塑加工产品的细节特点及成型工艺,以便能更准确的完成注塑加工模具的生产制作。注塑加工过程中要实现一条龙流水线作业,以避免多头作业造成工序混乱,从而影响到注塑加工的正常进度。另外,注塑加工的机床设备也要注意维护保养,细节操作也要小心谨慎,以便能够获得以一批质量完好的注塑加工产品。另外还需强调的是注塑加工模具的热处理问题,这绝对是影响注塑加工效果的重要因素。注塑加工模具热处理的影响影因素主要有加热速度、淬火温度、淬火速度等,其中比较关键的就是淬火质量,所以在淬火过程中一定要严格遵守淬火工艺和注意事项,以保证模具的效果。

是一种塑料加工工艺,主要原理是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,冷却后成型。广泛用于汽车附件、灯饰、广告、装饰、大型机械外壳、展示类、行空类、大家电、卫浴类等行业。注塑:即热塑性塑料注塑成型,这种方法即是将塑料材料熔融,然后将其注入膜腔。熔融的塑料一旦进入模具中,它就受冷依模腔样成型成一定形状。注塑成型的产品在我们生活中也特别常见,我们常见的产品主要有:电脑机壳外壳,连接器,手机外壳,键盘,鼠标,音响等。热塑性树脂经挤出或注射成型得到的管状塑料型坯,趁热,置于对开模中,闭模后立即在型坯内通入压缩空气,使塑料型坯吹胀而紧贴在模具内壁上,经冷却脱模,即得到各种中空制品。我们生活中常见的瓶、桶、罐、箱以及所有包装食品、饮料、化妆品、日常用品的容器等用的塑料加工工艺都是。

先是融化温度,这个也叫做熔点,指的是注塑加工过程中原料形态所发生的改变。第二个也就是不流动的温度,指的是在一定的压力下可以用于生产的窑体不发生流动的高温度。第三个是玻璃化温度,这也是注塑加工过程中较为重要的概念,是指无定型聚合物由玻璃态向高弹态或者后者向前者的转变温度。分解温度,指的是处于粘流态的聚合物当温度不断的进行升高时,聚合物的分子链被降解时的温度。第五是流动温度:流动温度是只聚合物有高弹态转变为粘流态时的温度。非标尼龙注塑生产厂家注塑模具自身原因:如果在生产加工的过程中如果模具排气不良会造成高温蒸汽从某一个特定的位置喷出,对操作人员造成伤害,这种烧伤一般都是在固定的地方,夏季衣衫单薄更应该注意。该情况的应对措施是:在排气位置采用排气槽或是排气杆等避免高热蒸汽乱串。2、生产机械原因:如果生产之时碰到异常条件的影响,如料筒过热造成某些材料高温分解,并且又惊奇注入到制品之中,另外一种可能是喷嘴或者处螺杆的螺纹、止回阀等部位造成喷涂材料滞留,对制品造成黑褐色的烧伤痕,这种对注塑件的烧伤是无法修复的。应对解决措施是:随时测定料筒温度,兵器对喷嘴和螺杆进行疏通清理。3、做后的成型处理的时候,螺杆转速过高造成较大的温升,使得注塑件表面留下烧伤痕迹。应对解决措施:控制浇筑速度,以免高热温度造成注塑件表面的损伤。

移位注塑:即利用机械装置将要注塑的工件移动到第二位置再进行注塑。这种技术主要应用于工艺性浇注和牙刷的加工领域。转位注塑:在加工注塑中这种方法主要是应用于产品形状需要一定改变的场合,改变就意味着自由度更大,因此这种加工常用于汽车调节轮的加工过程。转盘注塑:这个概念估计大家都不陌生,主要是应用于半固定状态的注塑理念的加工,允许进行同步注塑。移动注塑:一部分的注塑完成之后,紧接着是第二部分,完成之后,共同冷却取出磨件。

保养注塑加工设备呢?1、在正常温度下进行生产能够保证设备表面的漆层不受破坏。2、对于设备表面残留的污渍应该及时的进行清除,如果设备表面残留的是生产的注塑液体,不及时的清洗会造成凝固,凝固一旦将很难进行清除。3、需要时常对注塑加工设备进行清洁,另外还可以根据需要进行彻头彻尾的改变,应用于注塑设备之上简单快捷的方法便是重新喷漆,或是进行设备表壳的更换。在保证树脂不分解、不劣化的前提下,适当提高树脂温度可以降低熔融粘度,提高流动性,同时也可以降低注射压力,以减小应力。一般情况下,模温较低时容易产生应力,应适当提高温度。但当注射速度较高时,即使模温低一些,也可减低应力的产生。注射和保压时间过长也会产生应力,将其适当缩短或进行Th次保压切换效果较好。非结晶性树脂,如 AS树脂、 ABS树脂、 PMMA树脂等较结晶性树脂如聚乙烯、聚甲醛等容易产生残余应力,应予以注意。 脱模推出时,由于脱模斜度小、模具型胶及凸模粗糙,使推出力过大,产生应力,有时甚至在推出杆周围产生白化或破裂现象。

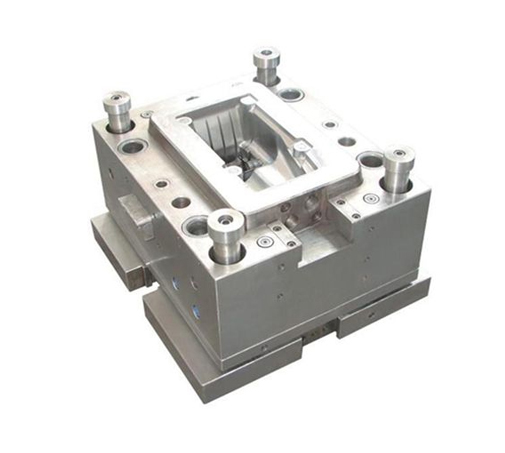
塑料模具是塑料加工成型的模具,是由45钢、P20、718等塑料模具钢制备的,若是能分析清楚塑料模具的失效形式和原因,可以更好地指导模具钢的研发,并且提升塑料模具的质量。失效形式有多种,一种是型腔表面的磨损和腐蚀,当塑料熔体以一定的压力在模腔内流动,凝固的塑件从模具中脱出的时候,会对模具成型表面造成摩擦,引起磨损。其次在塑料中增强树脂填料,也会对模具型腔表面产生冲刷、磨损和腐蚀。同时塑料加工中含氯、氟等成分受热分解出腐蚀气体HCl、HF,这些的交叉作用,会使型腔表面的镀层或防护层遭到破坏,产生磨损和腐蚀。塑性变形失效,有可能是因为塑料模型腔表面受压、受热可引起塑性变形失效,特别是当小模具在大吨位设备上工作时,更容易产生超负荷塑性变形;或者是塑料模具的采用的材料的材料强度和韧性不足,变形抗力低;也有可能是塑料模具型腔表面的硬化层过薄,变形抗力不足或工作温度高于回火温度发生相变软化,这些会导致模具表面产生凹陷、皱纹、麻点、棱角堆塌等损坏。塑料模具还有一种失效形式,那就是断裂,尤其是塑料模具的形状复杂存在许多棱角、薄壁等部位,这些部位局部应力集中会产生断裂现象。由温差产生的结构应力、热应力或因回火不足,使用温度下,转变成马氏体,引起局部体积膨胀,在模具内部产生组织应力所致。



