

上海哪里有塑胶外壳注塑生产厂家
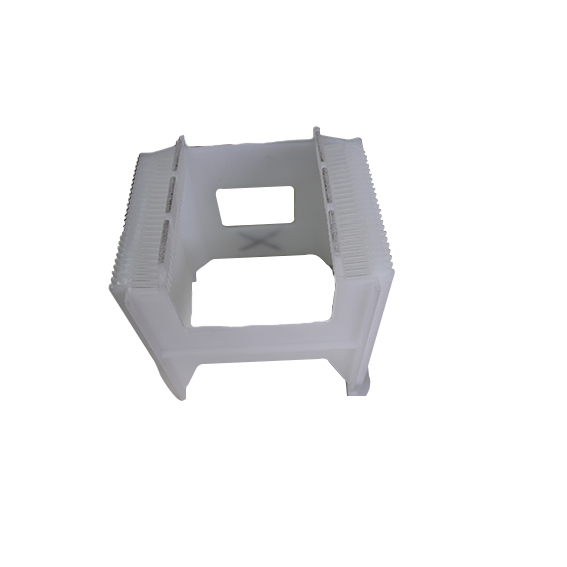
是一种塑料加工工艺,主要原理是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,冷却后成型。广泛用于汽车附件、灯饰、广告、装饰、大型机械外壳、展示类、行空类、大家电、卫浴类等行业。注塑:即热塑性塑料注塑成型,这种方法即是将塑料材料熔融,然后将其注入膜腔。熔融的塑料一旦进入模具中,它就受冷依模腔样成型成一定形状。注塑成型的产品在我们生活中也特别常见,我们常见的产品主要有:电脑机壳外壳,连接器,手机外壳,键盘,鼠标,音响等。热塑性树脂经挤出或注射成型得到的管状塑料型坯,趁热,置于对开模中,闭模后立即在型坯内通入压缩空气,使塑料型坯吹胀而紧贴在模具内壁上,经冷却脱模,即得到各种中空制品。我们生活中常见的瓶、桶、罐、箱以及所有包装食品、饮料、化妆品、日常用品的容器等用的塑料加工工艺都是。

目前注塑行业已经慢慢的联系在了一起,许多行业已经成为了注塑行业的陪衬,这样的情景是很多人都乐于看到的。注塑加工由于其特殊性受到很多人的喜爱。其中有一种注塑,就是对瓶盖的注塑工作,注塑生产出出来的瓶盖已经成为许多人所喜爱的,饮料行业的生产也非常注重瓶盖的生产,接下来我们看看注塑行业的发展情况。上海塑胶外壳注塑生产厂家已经成为饮料业的主宰,虽然现今罐装的饮料也有但是肯定是以塑料装为主,如矿泉水、冰糖雪梨、酸梅汤等等都是注塑加工生产的瓶子,如果没有这些注塑件作为容器,其销售肯定会成为问题,不仅仅是在成本上,而且还在外观上。第二,注塑加工已经成为汽车行业的主宰,现今每一辆汽车上都有着数不清的注塑品,从方向盘特质的外壳,这些注塑件不仅提高了设备的外观可观性,而且其良好的性能也得到了大家的拥护。第三,注塑加工已经成为了集装箱行业的主宰,小型集装箱主要是用来盛放一些的小的物品,目前这种集中箱在物流、家具、工业生产等行业均有应用,并且占据着较大的比例。
这些塑料玩具都是经过注塑加工的,塑料外壳可以保证这些产品的使用时间,在进行塑料外壳加工的时候,注塑加工厂家在不断的生产技术的提升,但是在加工时还是会出现一些缺陷,例如会产生烧伤的现象,这都与我们的加工有一定的联系,我们一起来看看解决方法。在进行注塑加工的时候,我们使用的排气槽是进行基本的加工的,在进行基本加工时,这种排气槽的数量增多,有利于排气,这样的话生产的塑料制品表面就不容易产生气泡,有利于提升产品的质量,对于注塑加工技术的提升也有很大的帮助。尽量减少脱模剂的使用。设置工艺溢料并作为熔接痕的产生处,成型后再予以切断去除。若仅影响外观,则可改变烧四位置,以改变熔接痕的位置。或者将熔接痕产生的部位处理为暗光泽面等,予以修饰。烧伤,根据由机械、模具或成型条件等不同的原因引起的烧伤,采取的解决办法也不同。机械原因,例如,由于异常条件造成料筒过热,使树脂高温分解、烧伤后注射到制品 中,或者由于料简内的喷嘴和螺杆的螺纹、止回阀等部位造成树脂的滞流,分解变色后带入制品,在制品中带有黑褐色的烧伤痕。这时,应清理喷嘴、螺杆及料筒。模具的原因,主要是因为排气不良所致。

塑料制品在很多领域都有应用,日常用品、玩具、机械配件等等领域都有塑料的身影。塑料加工是将合成树脂或塑料转化为塑料制品的各种工艺的总称,在我们生活中应用的很广泛。有很多回收废旧塑料进行加工的。回收废旧塑料不仅可以节省资源,而且还对环境保护非常有利。首先,塑料加工需要预处理,要把塑料进行分类、清洗、破碎和干燥等等。废旧塑料制品的种类有很多,所以我们需要按照原材料的种类和形状进行分类。经过预处理后,就是废旧塑料的挤出造粒工艺了。知道废旧塑料的在性能上肯定跟新树脂相比是有很大的差别的,所以无论是质量还是强度等等方面都会很低,所以有一点大家要知道的是为了保证再生材料的质量,我们在加工前就应该出去废旧塑料中的水分,希望大家不要忘记

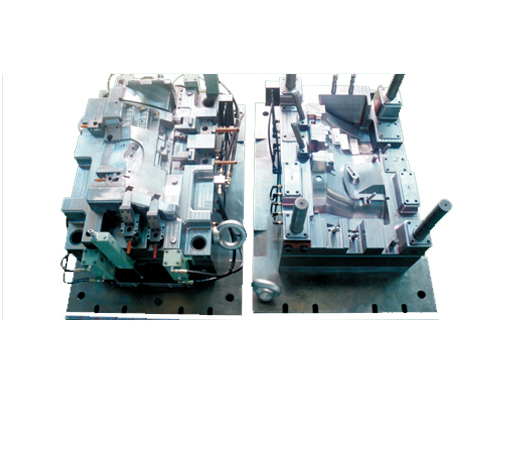
注塑加工中模具加工的精度要求,包括了模具尺寸的制造精度、垂直度、同轴度、平行度等等。一般注塑加工模具尺寸的制造精度应在0.005-0.02mm范围内;而垂直度要求在0.01-0.02mm范围内;同轴度要求在0.01-0.03mm范围内;动、定模分型面的上、下两平面的平行度要求在0.01-0.03mm范围内。注塑加工用模具的滑动部分的配合精度一般选用H7/e6、H7/f7、H7/g6三种,需要注意的是镜面上如有做了挂靠台阶的镶件,那么要求配合不能太紧,否则在镶件从正面往后退敲打时用来敲打的工具易碰坏镜面,在不影响产品尺寸的情况下,可取双边0.01~0.02mm的间隙配合。 注塑加工的时候,那些还要热处理加工的工件,要求其热处理前外形备料尺寸单边加0.25mm的磨床余量;而对于模仁、镶件需要CNC粗加工的部分,单边预留余量0.2mm,要知道这合理的预留量也会影响工件的精确度。



