

聊城非标塑料开模加工厂家

欠注:在塑料加工中,由于型腔填充不满,导致塑件外形残缺不完整的现象。溢料飞边:塑料加工模塑过程中,溢入模具合模面缝隙间并留存在塑件上的剩余料。熔接痕:塑件表面的一种线状痕迹,是由注射或挤出中若干股流料在漠具中分流汇合,熔料在界面处未完全熔合,彼此不能熔接为一体,造成熔合印迹,影响塑件的外观质量及力学性能。波流痕:由于熔料在模具型腔中的不适当流动,导致塑件表而产生年轮状、螺旋状或云雾状的波形凹凸不平的缺陷。皱裂:层压塑料表面产生破裂和明显分开的一种缺陷。皱折:塑料加工过程中,塑件表面一层或多层出现折痕或皱纹的外观缺陷。塑料产品在我们生活中应用的非常广泛,为了扩大塑料制品的应用范围、改善塑料产品的性能,我们需要进行塑料加工。
现在使用到的注塑件产品是非常多的,在使用注塑件产品的时候对质量的要求是很高的,因为劣质的注塑件对使用的影响是比较大的,所以在选择的时候需要注意。非标塑料开模加工厂家质量很大部分取决于加工工艺,在加工的时候应该对每一个步骤都严格控制,但是在注塑件加工中会出现气泡,这是不符合标准的,所以我们来看看注塑件加工出现气泡的解决方法。在制品壁厚较大时,其外表面冷却速度比中心部的快,因此,随着冷却的进行,中心部的树脂边收缩边向表面扩张,使中心部产生充填不够。这种情况被称为真空气泡。解决方法:a)根据壁厚,确定合理的浇口,浇道尺寸。一般浇口高度应为制品壁厚的50%~60%。b)至浇口封合为止,留有相应的补充注射料。C)注射时间应较浇口封合时间略长。d)降低注射速度,提高注射压力, e)采用熔融粘度等级高的材料。由于挥发性气体的产生而造成的气泡,解决的方法主要有:a)充分进行预干燥。b)降低树脂温度,避免产生分解气体。流动性差造成的气泡,可通过提高树脂及模具的温度、提高注射速度予以解决。
在注塑加工生产的过程中有几个温度控制的关键点是需要特别注意的,首先是融化温度:融化温度也称熔点,是指注塑加工过程中原料形态发生的改变。第二是不流动温度:即在一定的压力下用于生产的窑体不发生流动的高温度。第三是玻璃化温度:这是塑料加工中的重要概念,是指无定型聚合物由玻璃态向高弹态或者后者向前者的转变温度。分解温度,指处于粘流态的聚合物当温度不断的进行升高时,聚合物的分子链被降解时的温度。第五是流动温度:流动温度是只聚合物有高弹态转变为粘流态时的温度。浇注道内速度的控制,快的话会出现毛边、填充过饱、烧焦等现象,慢的话会出现缩水、易段等不良现象,所以应该恰当的控制浇注的速度,使制品达到合格。冷却时间的控制,注塑加工过程中在磨具内的冷却时间是根据所加工的制品的不同而不同的,冷却的好换直接关系到制品的表面亮度,多以一定要特别的注意。对于注塑加工来说,其中需要具备的条件就包括以上这些,可以看得出,对于注塑加工的基础条件来说,所考虑的有:温度、速度控制、冷却时间控制等。

由于常州塑料制品应用的越来越广泛,相关领域的发展也有很大的提高,比如注塑件。作为注塑加工工艺制作而来的产品,注塑件在汽车领域使用的非常普遍。各种各样的塑料制品都投入到我们生活进行使用,确实塑料制品也是我们生活中不可缺少的产品。可以按塑料的结晶形态来给它分类。 一般分为结晶性塑料和无定形塑料制品 结晶性塑料制品是指在适当的条件下,分子能产生某种几何结构的塑料制品(如:PE、PP、PA、ROM、PET、PBT等)大多数的属于部分结晶态,无定形塑料制品是指分子形状和分子相互排列不呈现晶体结构而呈无序状态的塑料制品(如:ABS、PC、PVC、PS、PMMA、EVA、AS等)非结晶性塑料制品在各个方向上表现的力学特性是相同的。

过程不但需要把控到每个注塑环节,也需要把握注塑模具的使用情况。而浇口作为注塑模具当中重要的组成部分之一,其类型也是多样化的,并且不同的浇口类型可以用在不同的成型塑件上面,那么注塑加工中常见的浇口类型包含有哪些呢?直接浇口,目前直接浇口在注塑加工模具当中应用的还是比较普遍的,其的优点在于注塑的过程当中熔体的压力相对来说比较的小,而且也比较容易成型,直接浇口的优点使得其可以适用于比较常用的塑料,比如一些成型比较大而且比较深的注塑件。矩形浇口,矩形浇口的位置一般是开在注塑模具当中的分型面上,其比较多的用在中小型的注塑件当中的注塑模具当中。其优点在于其截面形状比较的简单,比较容易进行加工、而且后期在使用注塑模具后也便于进行修正。不过矩形浇口的缺点就是比较容易产生浇口痕迹。扇形浇口,扇形浇口其实是矩形浇口的一种变异的形式,因此其和矩形浇口有很多相似的地方。不过扇形交口一般比较适用于注塑成型大平板状以及薄壁的注塑件。

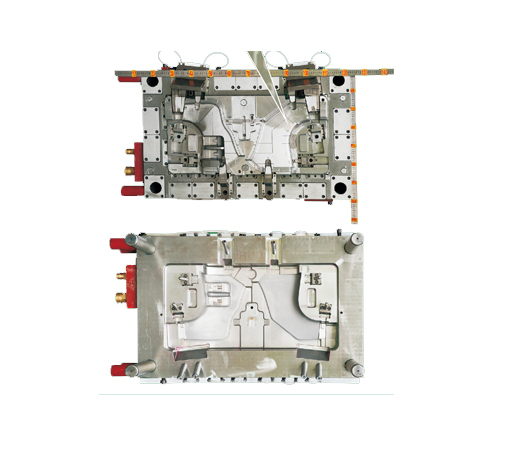
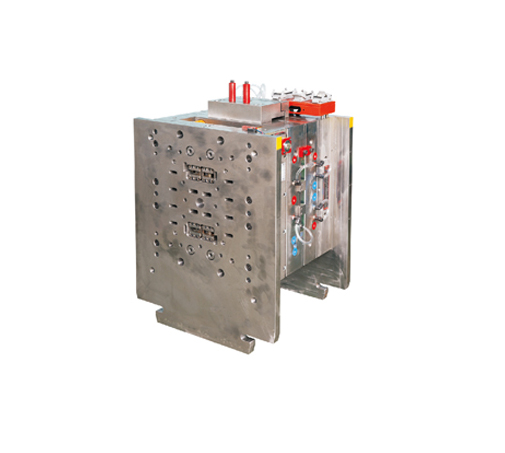
塑料模具是塑料加工成型的模具,是由45钢、P20、718等塑料模具钢制备的,若是能分析清楚塑料模具的失效形式和原因,可以更好地指导模具钢的研发,并且提升塑料模具的质量。失效形式有多种,一种是型腔表面的磨损和腐蚀,当塑料熔体以一定的压力在模腔内流动,凝固的塑件从模具中脱出的时候,会对模具成型表面造成摩擦,引起磨损。其次在塑料中增强树脂填料,也会对模具型腔表面产生冲刷、磨损和腐蚀。同时塑料加工中含氯、氟等成分受热分解出腐蚀气体HCl、HF,这些的交叉作用,会使型腔表面的镀层或防护层遭到破坏,产生磨损和腐蚀。塑性变形失效,有可能是因为塑料模型腔表面受压、受热可引起塑性变形失效,特别是当小模具在大吨位设备上工作时,更容易产生超负荷塑性变形;或者是塑料模具的采用的材料的材料强度和韧性不足,变形抗力低;也有可能是塑料模具型腔表面的硬化层过薄,变形抗力不足或工作温度高于回火温度发生相变软化,这些会导致模具表面产生凹陷、皱纹、麻点、棱角堆塌等损坏。塑料模具还有一种失效形式,那就是断裂,尤其是塑料模具的形状复杂存在许多棱角、薄壁等部位,这些部位局部应力集中会产生断裂现象。由温差产生的结构应力、热应力或因回火不足,使用温度下,转变成马氏体,引起局部体积膨胀,在模具内部产生组织应力所致。



