

青岛哪里有汽车配件注塑生产厂家

注塑加工对应的常用设备就是注塑机,为了能使其实现高节能、高精度、高应答、低噪音、低油温等特性,需要对其原有的传动系统进行改进,建议采用伺服系统,这样注塑机的使用效果会更高,注塑加工质量也会更高。注塑机以全液压式为主,对于节能及环保的意义并不明显贡献明显较弱,但是换成伺服马达进行注塑加工的话,不仅改善了定量泵液压系统的缺点,而且它的输出流量的大小可以通过精准转速的增减控制来获得,以达到压力精准控制的目的,可大幅降低输出的电力消耗。节能系统主要是由伺服马达、驱动器及油泵组三部分构成,其中伺服马达分为AC感应伺服与永磁式伺服;驱动器的控制技术依据马达特性分为变频控制及伺服控制;油泵类型常见有齿轮泵、柱塞泵、叶片泵,齿轮泵包括外齿轮、内齿轮及螺旋式。

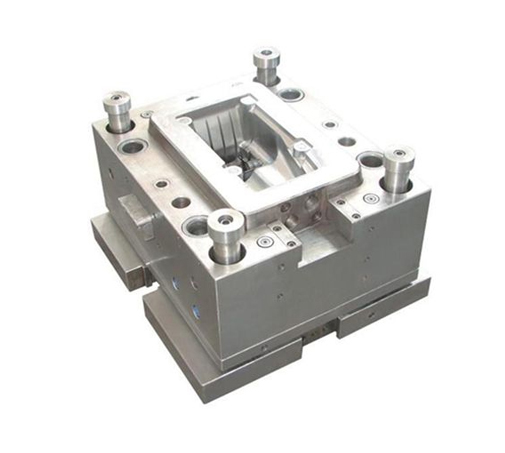
塑料模具是塑料加工成型的模具,是由45钢、P20、718等塑料模具钢制备的,若是能分析清楚塑料模具的失效形式和原因,可以更好地指导模具钢的研发,并且提升塑料模具的质量。失效形式有多种,一种是型腔表面的磨损和腐蚀,当塑料熔体以一定的压力在模腔内流动,凝固的塑件从模具中脱出的时候,会对模具成型表面造成摩擦,引起磨损。其次在塑料中增强树脂填料,也会对模具型腔表面产生冲刷、磨损和腐蚀。同时塑料加工中含氯、氟等成分受热分解出腐蚀气体HCl、HF,这些的交叉作用,会使型腔表面的镀层或防护层遭到破坏,产生磨损和腐蚀。塑性变形失效,有可能是因为塑料模型腔表面受压、受热可引起塑性变形失效,特别是当小模具在大吨位设备上工作时,更容易产生超负荷塑性变形;或者是塑料模具的采用的材料的材料强度和韧性不足,变形抗力低;也有可能是塑料模具型腔表面的硬化层过薄,变形抗力不足或工作温度高于回火温度发生相变软化,这些会导致模具表面产生凹陷、皱纹、麻点、棱角堆塌等损坏。塑料模具还有一种失效形式,那就是断裂,尤其是塑料模具的形状复杂存在许多棱角、薄壁等部位,这些部位局部应力集中会产生断裂现象。由温差产生的结构应力、热应力或因回火不足,使用温度下,转变成马氏体,引起局部体积膨胀,在模具内部产生组织应力所致。

注塑件加工是我们生活中应用很广泛的,双重注塑工艺就是注塑件加工工艺的一种。是指将两种不同的塑料材料,通过技术的手段注塑在一起,它具有以下三大突出优势: 一、触摸感觉的变化。之前的一些注塑产品手感并不能够达到消费者的手感体验,而双重注塑工艺可以直接提升触摸的手感,它所打造的产品更像是一件经过精心打造的工艺品。 二、更加耐用。经过双重注塑工艺制造的产品其产品寿命不仅可以大大提高,而且产品的强度、耐磨度都会提升许多。 三、视觉上的冲击。外观的好看与否直接影响我们购买的欲望,而双重注塑工艺可以将产品外观颜色更加独特性。
塑料制品的使用越来越多,塑料制品的类型也很多,都得到了普遍的使用。哪里有汽车配件注塑生产厂家质量取决于加工的控制,加工对塑料制品的影响是比较大的,尤其是在注塑加工是对温度的控制,是很重要也比较难的一步,所以需要特别注意。现在大家跟我们一起来了解一下注塑加工对温度的控制。充模过程采取的是一维导热,对应的冷却也是一维冷却。在高温流体进入之后,成型后产品的比热容、自身具备的热传导系数都是不变的。在制品成型的过程中,磨具和塑料制件均处于恒定的温度场中。在恒定的温度场中,当中心温度等于塑料热变形时候的温度时,整个冷却周期结束。这也说明了上下限点具有两方面的作用。根据不同的注塑要求,其上下限的温度也是不同的,所以很多情况下都是需要具体问题具体分析。

保养注塑加工设备呢?1、在正常温度下进行生产能够保证设备表面的漆层不受破坏。2、对于设备表面残留的污渍应该及时的进行清除,如果设备表面残留的是生产的注塑液体,不及时的清洗会造成凝固,凝固一旦将很难进行清除。3、需要时常对注塑加工设备进行清洁,另外还可以根据需要进行彻头彻尾的改变,应用于注塑设备之上简单快捷的方法便是重新喷漆,或是进行设备表壳的更换。在保证树脂不分解、不劣化的前提下,适当提高树脂温度可以降低熔融粘度,提高流动性,同时也可以降低注射压力,以减小应力。一般情况下,模温较低时容易产生应力,应适当提高温度。但当注射速度较高时,即使模温低一些,也可减低应力的产生。注射和保压时间过长也会产生应力,将其适当缩短或进行Th次保压切换效果较好。非结晶性树脂,如 AS树脂、 ABS树脂、 PMMA树脂等较结晶性树脂如聚乙烯、聚甲醛等容易产生残余应力,应予以注意。 脱模推出时,由于脱模斜度小、模具型胶及凸模粗糙,使推出力过大,产生应力,有时甚至在推出杆周围产生白化或破裂现象。



